
Схема обработки:


Цельнолитая чугунная станина
Цельнолитая чугунная станина, прошедшая специальную термообработку с последующей обработкой на обрабатывающем центре с ЧПУ за одну установку. Обеспечивает максимальную стабильность и надежность, полностью исключает возможность возникновения вибрации.

Высокоточные динамические сбалансированные шпиндели
Высокоточные, динамически сбалансированные шпиндели, прошедшие прецизионную обработку и контроль, что позволяет достигать безупречного качества строгания с точностью до 0,1 мм. Перед установкой на станок все шпиндели станка обкатываются в течение нескольких часов.
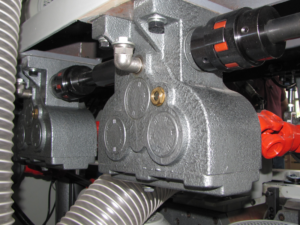 Редукторная система приводов подающих роликов
Редукторная система приводов подающих роликов
Редукторная система приводов спаренных роликов через карданные валы обеспечивает надежную передачу крутящего момента. Усиленный безлюфтовый редуктор обеспечивает плавную и стабильную подачу заготовок.
 Механизм подачи коротких заготовок
Механизм подачи коротких заготовок
Специально разработанный механизм подачи коротких заготовок позволяет обрабатывать заготовки длинной от 180 мм при подаче торец в торец, и от 250 мм при подаче одной заготовки.

Прижим подающих вальцов
Прижим подающих вальцов осуществляется пневматическими цилиндрами (Airtac, Taiwan), обеспечивающих стабильное и равномерное усилие прижимных вальцов.

Пневматическая система прижимных подающих роликов
Пневматическая система прижимных подающих роликов состоит из независимых пневматических контроллеров управляющих прижимом протягивающих роликов. Которые обеспечивают безупречное позиционирование заготовки в процессе обработки в каждой зоне. Настройка прижимных роликов производится быстро и удобно с операторского места, при этом нет необходимости открытия защитного кожуха.
 Боковой прижим
Боковой прижим
Группа из трех прижимных подпружиненных роликов, установлена перед первым шпинделем, обеспечивает надежный прижим заготовки к боковой линейке.
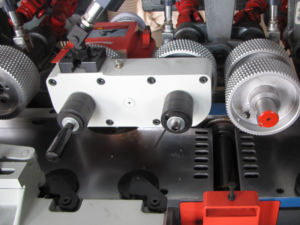
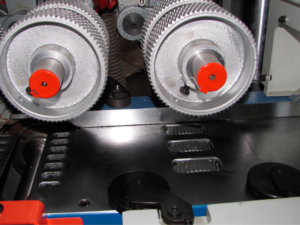 Приводные верхние рифленые ролики на входе + нижний приводной
Приводные верхние рифленые ролики на входе + нижний приводной
Приводные верхние рифленые ролики на входе + нижний секционный приводной рифленый ролик позволяют обрабатывать массивные заготовки и заготовки естественной влажности.
 Деликатная и надежная система подачи детали на выходе из станка
Деликатная и надежная система подачи детали на выходе из станка
Деликатная и надежная система подачи детали на выходе из станка. На выходе заготовку протаскивает пара высокопрочных полиуретановых роликов, исключающие повреждение заготовки + нижние приводные, гладкие вальцы.
 Бесступенчатая регулировка скорости подачи
Бесступенчатая регулировка скорости подачи
Бесступенчатая регулировка скорости подачи осуществляется при помощи инвертора и позволяет оператору оперативно, без открытия кожуха осуществлять регулировку скорости подачи в диапазоне от 0 до 33 м/мин с центральной панели управления.

Подающий и рабочий столы
Подающий и рабочий столы прошли специальную термическую обработку для достижения максимальной прочности и покрыты толстым слоем твердого хрома (0.3 мм) для достижения повышенной износоустойчивости.
 Настройка направляющего и подающего стола
Настройка направляющего и подающего стола
Настройка направляющего и подающего стола легко производится посредством рычагов быстрой настройки.
 Эргономичная контрольная панель управления
Эргономичная контрольная панель управления
Эргономичная контрольная панель управления разработана с учетом мировых тенденции в станкостроении, для максимальной защиты и удобства управления станком.
 Дополнительная панель управления
Дополнительная панель управления
Дополнительная панель управления необходима для быстрой и удобной работы в режиме перенастройке станка.
 Централизованная система смазки
Централизованная система смазки
Централизованная система смазки установлена отдельно для подачи смазки рабочих поверхностей станка.
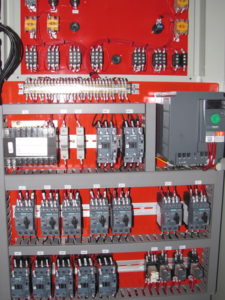 Электрические компоненты
Электрические компоненты
Электрический шкаф укомплектован компонентами Sсhneider и Siemens Sirius Выполнен в соответствии стандартам СЕ.


