
Схема обработки:


Чугунная массивная литая станина
Прошедшая прецизионную механическую обработку с одной установки, а также специальную термическую обработку для снятия внутренних напряжений металла. Гарантирует максимальную жесткость, стабильность и долговечность станины, полностью исключает возможность возникновения вибрации даже при работе на высоких скоростях подачи или обработке массивных заготовок.
 Высокоскоростные прецизионные динамические сбалансированные шпиндели
Высокоскоростные прецизионные динамические сбалансированные шпиндели
Отвечают всем требованиям автоматизированного современного производства, проходят обязательную предварительную обкатку перед установкой на станок, маркировку, балансировку.
 Хромированный стол
Хромированный стол
Подающий и рабочий столы прошли специальную термическую обработку для достижения максимальной прочности и покрыты толстым слоем твердого хрома (0,3 мм) для достижения повышенной износоустойчивости. Полированная поверхность стола уменьшает трение заготовки о стол и снижает усилие на привод подачи.
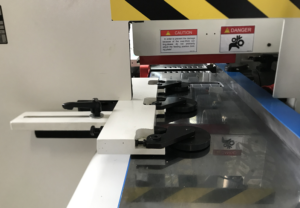 Боковой прижим
Боковой прижим
Боковые прижимные ролики, установленные на входе в станок, перед первым горизонтальным шпинделем, позволяют надежно прижимать заготовки любых сечений, исключая возможность смещения и получения брак.

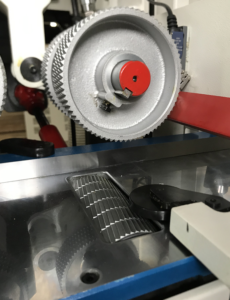
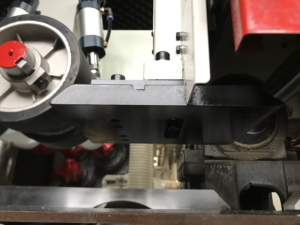
Специальная конструкция первого шпинделя
На первый горизонтальный шпиндель устанавливается шевинговальная фреза обрабатывающая нижнюю часть боковой поверхности заготовки. Это позволяет формировать на заготовке сразу две базовых поверхности, что значительно повышает точность и качество обработки. Также благодаря этому можно убирать легкую кривизну заготовок, получая изделие точной геометрической формы.
Приводной ролик в столе
Приводной секционный, подпружиненный пневматическим цилиндром, ролик установлен в подающем столе перед первым горизонтальным шпинделем. Обеспечивает стабильную подачу массивных заготовок.
 Настройка линейки и стола
Настройка линейки и стола
Настройка боковой направляющей линейки и подающего стола легко производится посредством рычагов быстрой настройки с надежной фиксацией рукоятками зажима.
 Пневмоприжим подающих вальцов
Пневмоприжим подающих вальцов
Прижим подающих вальцов осуществляется пневматическими цилиндрами (Airtac, Taiwan), обеспечивающих стабильное и равномерное усилие прижимных вальцов.
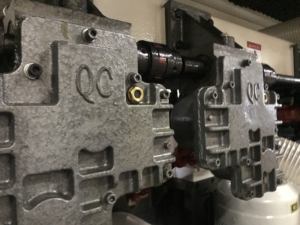 Редукторы
Редукторы
Редукторная система привода подающих спаренных роликов через карданные валы обеспечивает надежную передачу крутящего момента на верхние и нижние подающие ролики. Усиленные безлюфтовые редукторы обеспечивают мощную и стабильную подачу заготовок.
 Управление прижимами
Управление прижимами
Независимые пневматические контуры, управляющие прижимом независимых групп подающих роликов, обеспечивают безупречное позиционирование заготовки в процессе обработки в каждой зоне. Снижается время на переналадку станка, повышается производительность, в отличие от пружин – пневматика – стабильный и постоянный прижим заготовок на протяжении всего времени работы станка.
 Бесступенчатая регулировка скорости подачи
Бесступенчатая регулировка скорости подачи
Бесступенчатая регулировка скорости подачи осуществляется при помощи инвертора и позволяет оператору оперативно, без открытия кожуха осуществлять регулировку скорости подачи в диапазоне от 6 до 36 м/мин с центральной панели управления.
 Прижимная плита
Прижимная плита
Подпружиненная прижимная плита, установлена после верхнего шпинделя , обеспечивает надежный прижим заготовок в зоне обработки к поверхности стола.
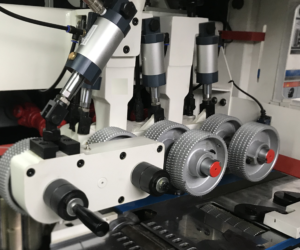
 Деликатная и надежная система подачи детали на выходе из станка
Деликатная и надежная система подачи детали на выходе из станка
На выходе (после верхнего шпинделя) заготовку протаскивают 2 пары высокопрочных полиуретановых роликов, исключающие повреждение заготовки + нижние приводные, гладкие вальцы.
 Централизованная система смазки
Централизованная система смазки
Централизованная система смазки позволяет дистанционно осуществлять смазку узлов станка с помощью ручного насоса. При этом снижается время, затрачиваемое на обслуживание станка. Имеется отдельная система подачи смазки на рабочий стол, что исключает налипание смолы на столе и значительно снижает усилие на механизм подачи.
 Панель управления
Панель управления
Эргономичная контрольная панель управления разработана с учетом мировых тенденции в станкостроении, для максимальной защиты и удобства управления станком.
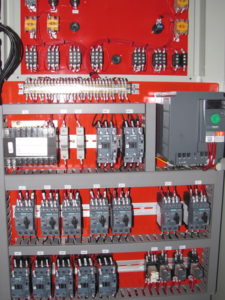 Электрокомпоненты
Электрокомпоненты
При изготовлении станка используются одни из самых надежных в мире электрокомпонентов SIEMENS, REXROTH.


