
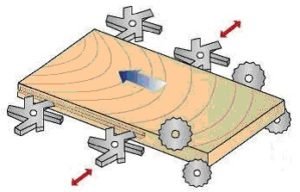
Схема обработки:

Чугунная литая станина
На каждой станине в процессе литья указывается дата, с момента наступления которой, разрешено производить механическую обработку. Все станины проходят специальную термическую обработку для снятия внутренних напряжений металла. Механическая обработка выполняется на обрабатывающих центрах OKUMA за одну установку, что гарантирует высокую точность обработки. Данная технология гарантирует максимальную жесткость, стабильность и долговечность станины, полностью исключает возможность возникновения вибрации. Даже при работе на высоких скоростях подачи или обработке массивных заготовок.
 Шарико-винтовая пара
Шарико-винтовая пара
Позиционирование правой части станка осуществляется при помощи высокоточной шарико-винтовой пары по призматическим направляющим HIWIN, все параметры задаются с панели Touch screen Siemens.
 Загрузочный подающий транспортер
Загрузочный подающий транспортер
Загрузочный подающий транспортер длиной 1100мм , что обеспечивает удобство при обработки габаритных заготовок.

Пильный узел нижний
Узел оснащен антисколом , направление вращения инструмента – попутное.
Мощность двигателя 2,2 кВт.

Пильный узел верхний
Имеет возможность наклона, направление вращения инструмента – встречное
Мощность двигателя 5,5кВт.
 Первая фрезерная группа
Первая фрезерная группа
Оснащена антисколом, направление вращения инструмента – попутное.
Мощность двигателя 5,5 кВт.
Принцип работы – при подходе заготовки в зону обработки, рабочая группа отводится назад при помощи пневмоприовда. Таким образом первый антискольный шпиндель не обрабатывает начало заготовки.
Через определенное время (задается положением перемещяемых концевиков) рабочая группа подводится к заготовке на заданную глубину и начинается процесс обработки, обрабатывая всю оставшуюся длину до конца.
Попутное фрезерование позволяет избежать появления сколов на выходе из заготовки.
 Вторая фрезерная группа
Вторая фрезерная группа
Имеет возможность наклона, направление вращения инструмента – встречное.
Мощность двигателя 7,5 кВт
Обрабатывает начало заготовки , часть которая осталась не обработанной первым фрезерным узлом, встречное вращение инструмента позволяет избежать появления сколов в начале заготовки, на выходе инструмент слегка касается поверхности заготовки что также исключает появления сколов на выходе.
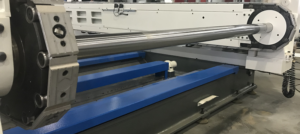
 Карданная передача
Карданная передача
Движение левой и правой части надежно синхронизированы:
– Верхняя прижимная лента через карданные валы.
– Нижний конвейер через массивный стальной вал.
Такая система подачи исключает перекос заготовки. Мощный привод подачи 4кВт с плавной регулировкой скорости при помощи частотного преобразователя (инвертор).
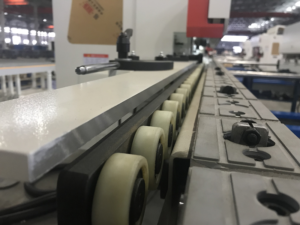 Система подачи заготовок
Система подачи заготовок
Заготовки подаются на пластинчатом конвейере проходного типа. Прижим заготовок сверху осуществляется при помощи нейлоновых роликов , через обрезиненный ленточный транспортер Нижний конвейер перемещается на подшипниках что уменьшает трение и повышает ресурс; Утапливаемые упоры установлены через каждые 200 мм.

 Пульт управления
Пульт управления
Оснащен полностью русифицированной панелью Touch screen Siemens Simatic при помощи которой задается толщина заготовки, скорость подачи заготовки, позиционируется правая рабочая часть станка и запускаются рабочие узлы станка.
 Электрошкаф
Электрошкаф
Электрошкаф изготовлен на базе компонентов Siemens Sirius.
