
Схема обработки:
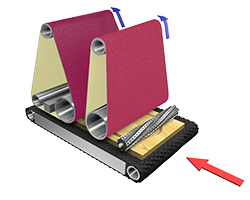

Рабочие узлы
Обработка происходит в три этапа , ножевым валом и двумя шлифовальными узлами. Рабочие узлы в зоне работы ножевого и шлифовальных валов – литые , что не допускает возникновения больших вибраций, повышает качество обработки и положительно сказывается на сроке службы оборудования.
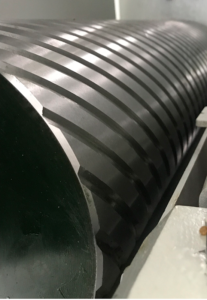
Калибровальный вал
Стальной вал, для обеспечения охлаждения ,поверхность вала покрыта геликоидальными канавками.

Ножевой вал
Ножевой строгальный вал производства Тайвань диаметром 135 мм оснащен сменными ножами размером 15*15мм в количестве 186 штук имеет 6 заходов.
 Прижимные ролики
Прижимные ролики
Предназначены для прижима заготовки к конвейерной ленте стола , обеспечивают точное позиционирование и препятствуют вылету заготовки из зоны обработки, что гарантирует дополнительную безопасность работы оператора.
 Натяжение абразивных лент
Натяжение абразивных лент
Мощные пневмоцилиндры натяжения абразивных лент гарантируют стабильную работу рабочих узлов на весь срок службы станка.

Обдув абразивных лент
Рабочие узлы станка оснащены узлами обдува абразивных лент, что обеспечивает своевременную очистку лент, увеличивают срок их срок службы и повышают качество обработки.
 Привод рабочих узлов
Привод рабочих узлов
Рабочие узлы имеют независимый привод от двух электродвигателей мощностью 18, 11 и 7,5 кВт соответственно. Привод осуществляется посредством поликлиновой ременной передачи.
 Система аварийного отключения
Система аварийного отключения
Каждый рабочий узел оснащен пневматическим тормозом , что обеспечивает полную остановку рабочих узлов за три секунды.
 Пуль управления
Пуль управления
Эргономичная контрольная панель управления разработана с учетом мировых тенденции в станкостроении, для максимальной защиты и удобства управления станком. Скорость подачи заготовки регулируется при помощи инвертора и задается на панели управления.
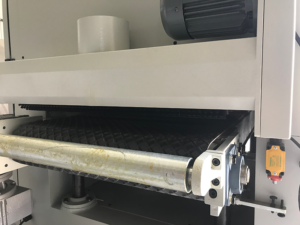 Узел очистки
Узел очистки
Станок оснащен системой щеточной очистки на выходе из станка.
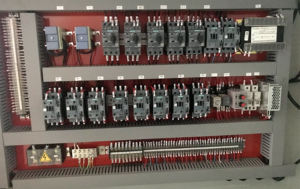 Электрошкаф
Электрошкаф
Электрический шкаф укомплектован компонентами Sсhneider и Siemens Sirius Выполнен в соответствии стандартам СЕ.

